
’Σ “ΣΘΚ‘Ύœ÷¥ζΚΗΫ”ΜζΤς»ΥΙΛΉς’Ψ÷–Θ§±δΈΜΜζ « Βœ÷ΗΏ–ßΓΔ”≈÷ ΚΗΫ”…ζ≤ζΒΡ÷Ί“ΣΉι≥…≤ΩΦΰΓΘ±ΨΈΡΗ≈ ωΝΥΜζΤς»ΥΚΗΫ”±δΈΜΜζΒΡ÷÷άύΚΆΫαΙΙ–Έ ΫΘ§Ν–ΨΌΝΥΚΗΫ”±δΈΜΜζ‘ΎΜζΤς»ΥΙΛΉς’Ψ÷–Βδ–ΆΒΡ”Π”Ο ΒάΐΘ§œξœΗΒΊ¬έ ωΝΥΜζΤς»ΥΚΗΫ”±δΈΜΜζΒΡΦΦ θ“Σ«σΓΔ…ηΦΤΉΦ‘ρΚΆΦΤΥψΖΫΖ®Θ§Ϋι…ήΝΥ±ξΉΦ–ΆΜζΤς»Υ±δΈΜΜζΒΡ÷ς“ΣΦΦ θΧΊ–‘≤Έ ΐΓΘ
ΙΊΦϋ¥ ΘΚΜζΤς»ΥΙΛΉς’ΨΘΜ±δΈΜΜζΘΜ…ηΦΤΉΦ‘ρ
1 «Α ―‘
‘Ύœ÷¥ζΙΛ“Β…ζ≤ζ÷–Θ§ΜζΤς»ΥΒΡ”Π”Ο‘Ϋά¥‘ΫΤ’±ιΓΘΈΣ≥δΖ÷ΖΔΜ”ΜζΤς»ΥΒΡΙΠ–ßΘ§ΤδΆ®≥Θ”κΗς÷÷ΚΗΫ”±δΈΜΜζΉιΚœ Ι”ΟΘ§¥”Εχ Βœ÷ΗΏ–ßΓΔ”≈÷ ΒΡΚΗΫ”…ζ≤ζΓΘΡΩ«ΑΘ§ΚΗΫ”±δΈΜΜζ“―≥…ΈΣΚΗΫ”ΜζΤς»ΥΙΛΉς’Ψ≤ΜΩ…»±…ΌΒΡΉι≥…≤ΩΖ÷ΓΘ“ΜΧ®ΫœΗ¥‘”ΒΡΕύ÷αΚΗΫ”±δΈΜΜζΒΡΦέΗώΆυΆυ≥§Ιΐ±ξΉΦΜζΤς»Υ±Ψ…μΒΡΦέΗώΘ§Ω…ΦϊΚΗΫ”±δΈΜΜζΒΡ÷Ί“Σ–‘ΓΘ“ρ¥ΥΘ§±Ί–κ÷Ί ”ΚΗΫ”±δΈΜΜζΒΡ…ηΦΤ”κ÷Τ‘λΓΘΤυΫώΘ§Έ“Ιζ…–Έ¥÷ΤΕ®ΚΗΫ”±δΈΜΜζ…ηΦΤΙφ≥ΧΘ§±ΨΈΡΗυΨίœύΙΊΒΡΦΦ θΈΡœΉΘ§Η≈ά®ΒΊΧ÷¬έΝΥΜζΤς»ΥΚΗΫ”±δΈΜΜζΒΡ…ηΦΤΉΦ‘ρΓΘ
2 ΚΗΫ”±δΈΜΜζΒΡ÷÷άύ
ΡΩ«ΑΘ§”κΜζΤς»Υ≈δΧΉ Ι”ΟΒΡΚΗΫ”±δΈΜΜζ”–Εύ÷÷ΫαΙΙ–Έ ΫΓΘœ÷ΫΪΉν≥Θ”ΟΒΡΚΗΫ”±δΈΜΜζΖ÷ ω»γœ¬ΘΚ
2.1 ΙΧΕ® ΫΜΊΉΣΤΫΧ®ΓΘ’β «“Μ÷÷ΉνΦρΒΞΒΡΒΞ÷α±δΈΜΜζΘ§ΤδΫαΙΙ–Έ ΫΦϊΆΦ1ΓΘΙΛΉςΤΫΧ®Ω…≤…”ΟΒγΜζΜρΖγΕ·¬μ¥ο«ΐΕ·ΓΘΆ®≥ΘΙΛΉςΤΫΧ®ΒΡΜΊΉΣΥΌΕ» «ΙΧΕ®≤Μ±δΒΡΘ§ΤδΙΠΡή «≈δΚœΜζΤς»ΥΑ¥‘Λ±ύ≥Χ–ρΫΪΙΛΦΰ–ΐΉΣ“ΜΕ®ΒΡΫ«Ε»ΓΘ
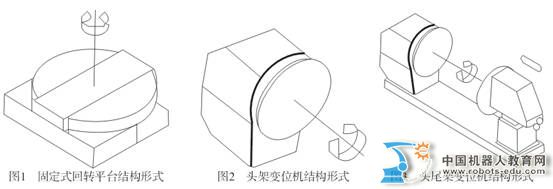
2.2 ΆΖΦή±δΈΜΜζΓΘΆΖΦή±δΈΜΜζ“≤ «“Μ÷÷ΒΞ÷α±δΈΜΜζΘ§ΤδΫαΙΙ–Έ Ϋ»γΆΦ2Υυ Ψ, Ω®≈ΧΆ®≥Θ”…ΒγΜζ«ΐΕ·ΓΘ”κΜΊΉΣΤΫΧ®≤ΜΆ§Θ§Τδ–ΐΉΣ÷α «Υ°ΤΫΒΡΘ§ ”Ο”ΎΉΑΩ®ΕΧ–Γ–ΆΙΛΦΰΘ§Ω…≈δΚœΜζΤς»ΥΫΪΙΛΦΰΫ”ΖλΉΣΒΫ ”ΎΚΗΫ”ΒΡΈΜ÷ΟΓΘ
2.3 ΆΖΈ≤Φή±δΈΜΜζΓΘΆΖΈ≤Φή±δΈΜΜζ”…ΆΖΦήΚΆΈ≤ΦήΉι≥…Θ§ΤδΫαΙΙ–Έ ΫΦϊΆΦ3Θ§ «ΜζΤς»ΥΙΛΉς’ΨΉν≥Θ”ΟΒΡ±δΈΜΜζΓΘ‘Ύ“ΜΑψ«ιΩωœ¬Θ§ΆΖΦήΉΑ”–«ΐΕ·ΜζΙΙΘ§¥χΕ·Ω®≈Χ»ΤΥ°ΤΫ÷α–ΐΉΣΓΘΈ≤Φή‘ρ «±ΜΕ·ΒΡΓΘ»γΙΛΦΰ≥ΛΕ»Ϋœ¥σΜρΗ’Ε»Ϋœ–ΓΘ§“ύΩ…ΫΪΈ≤ΦήΉΑ…œ«ΐΕ·ΜζΙΙΘ§≤Δ”κΆΖΦήΆ§≤ΫΤπΕ·ΓΘ―œΗώΒΊΥΒΘ§ΆΖΈ≤Φή±δΈΜΜζ»‘ τ”ΎΒΞ÷α±δΈΜΜζΓΘΈ≤Φή‘ΎΜζΉυΙλΒά…œΒΡΥ°ΤΫ“ΤΕ·‘ΎΉΑΩ®ΙΛΦΰ ±ΤπΉς”ΟΘ§≤Μ”κΜζΤς»Υ–≠ΒςΕ·ΉςΓΘ
2.4 Ήυ Ϋ±δΈΜΜζΓΘΉυ Ϋ±δΈΜΜζ «“Μ÷÷ΥΪ÷α±δΈΜΜζΘ§Ω…Ά§ ±ΫΪΙΛΦΰ–ΐΉΣΚΆΖ≠ΉΣΘ§ΤδΫαΙΙ–Έ Ϋ Ψ”ΎΆΦ4ΓΘ”κΜζΤς»Υ≈δΧΉ Ι”ΟΉυ Ϋ±δΈΜΜζΒΡ–ΐΉΣ÷αΚΆΖ≠ΉΣ÷αΨυ”…ΒγΜζ«ΐΕ·Θ§Ω…Α¥÷ΗΝνΖ÷±πΜρΆ§ ±Ϋχ–––ΐΉΣΚΆΖ≠ΉΣ‘ΥΕ·ΓΘ ”ΟΚΗΖλ»ΐΈ§≤Φ÷ΟΫαΙΙΫœΗ¥‘”ΒΡΙΛΦΰΓΘ
2.5 L–Έ±δΈΜΜζΓΘL–Έ±δΈΜΜζΩ…“‘…ηΦΤ≥…Εΰ÷α±δΈΜΜζΘ§Φ¥–ϋ±έΜΊΉΣΚΆΙΛΉςΤΫΧ®–ΐΉΣ÷αΘ§“≤Ω…“‘…ηΦΤ≥…»ΐ÷α±δΈΜΜζ, Φ¥‘Ύ…œ ωΕΰ÷αΒΡΜυ¥Γ…œ‘ωΦ”–ϋ±έ…œœ¬“ΤΕ·÷αΓΘΆΦ5 Ψ≥ω“Μ÷÷»ΐ÷αL–Έ±δΈΜΜζΒΡΫαΙΙ–Έ ΫΓΘ’β÷÷±δΈΜΜζΒΡΉν¥σΧΊΒψ «ΜΊΉΣΩ’ΦδΫœ¥σΘ§ ”Ο”ΎΆβ–Έ≥Ώ¥γΫœ¥σΘ§÷ΊΝΩ≤Μ≥§Ιΐ5Ε÷ΒΡΩρΦήΙΙΦΰΚΗΫ”ΓΘ

2.6 ΥΪΆΖΦή±δΈΜΜζΓΘΥΪΆΖΦή±δΈΜΜζ «ΫΪΝΫΧ®ΆΖΦή±δΈΜΜζœύ±≥Ά§÷αΑ≤ΉΑ‘ΎΜΊΉΣΤΫΧ®…œΘ§–Έ≥…“Μ÷÷»ΐ÷α±δΈΜΜζΘ§ΤδΫαΙΙ–Έ Ϋ»γΆΦ6Υυ ΨΓΘ Ι”Ο’β÷÷ΥΪΆΖΦή±δΈΜΜζΩ…≥…±ΕΧαΗΏ…ζ≤ζ–߬ Θ§Β±“ΜΧ®ΆΖΦή±δΈΜΜζ≈δΚœΜζΤς»ΥΫχ––ΚΗΫ” ±Θ§‘ΎΝμ“ΜΧ®ΆΖΦή±δΈΜΜζ…œΫχ––ΙΛΦΰΒΡΉΑ–ΕΚΆΦ–ΫτΓΘ’β―υΩ…¥σ¥σΥθΕΧΜζΤς»Υ¥ΐΜζ ±ΦδΘ§ΧαΗΏΤδάϊ”Ο¬ ΓΘ
2.7 ΥΪΉυ Ϋ±δΈΜΜζΓΘΥΪΉυ Ϋ±δΈΜΜζ”κΥΪΆΖΦή±δΈΜΜζœύΥΤΘ§ «ΫΪΕΰΧ®Ήυ Ϋ±δΈΜΜζœύ±≥Ά§÷αΑ≤ΉΑ”Ύ¥σ–ΆΜΊΉΣΤΫΧ®…œ, –Έ≥…Έε÷α±δΈΜΜζΘ§ΤδΫαΙΙ–Έ Ϋ Ψ”ΎΆΦ7Θ§’β÷÷±δΈΜΜζΒΡΙΠΡή”κΥΪΆΖΦή±δΈΜΜζœύΥΤΘ§”…”Ύ‘ωΦ”ΝΥΖ≠ΉΣ÷αΘ§ “Υ”ΎΚΗΫ”ΫαΙΙΫœΗ¥‘”ΒΡΚΗΦΰΓΘά©¥σΝΥΚΗΫ”ΜζΤς»ΥΙΛΉς’ΨΒΡ Ι”ΟΖΕΈßΓΘ
2.8 ΉιΚœ ΫΕύ÷α±δΈΜΜζΓΘΒ±“Σ«σΜζΤς»ΥΚΗΫ”–ΈΉ¥Η¥‘”«“ΚΗΖλ»ΐΈ§≤Φ÷ΟΒΡΙΙΦΰ ±Θ§‘ρ–η≈δ±Η»ΐ÷α“‘…œΒΡ±δΈΜΜζΘ§“Μ÷÷Φρ“Ή«“Ψ≠ΦΟ Β”ΟΒΡΫβΨωΖΫΑΗ «ΫΪΗς÷÷±ξΉΦ–Ά±δΈΜΜζΆ®ΙΐΜζ–ΒΝ§Ϋ”ΉιΚœ≥…Εύ÷α±δΈΜΜζΓΘΆΦ8 Ψ≥ωΝΥ“Μ÷÷Βδ–ΆΒΡΉιΚœ ΫΕύ÷α±δΈΜΜζΫαΙΙ–Έ ΫΓΘΤδ”…ΆΖΦή”κΩρΦή ΫΆΖΈ≤±δΈΜΜζΉιΚœ≥…5÷α±δΈΜΜζΓΘΫΪΝΫΧ®ΉιΚœ Ϋ5÷α±δΈΜΜζΑ≤ΉΑ‘ΎΜΊΉΣΤΫΧ®…œΙΙ≥…11÷α±δΈΜΜζΓΘΆΦ9 Ψ≥ωΝμ“Μ÷÷ΉιΚœΖΫ ΫΘ§ΫΪΉυ Ϋ±δΈΜΜζ”κΩρΦή ΫΆΖΈ≤Φή±δΈΜΜζΉιΚœ≥…6÷α±δΈΜΜζΓΘΝΫΧ®6÷α±δΈΜΜζ”κΜΊΉΣΤΫΧ®ΉιΚœ≥…13÷α±δΈΜΜζΓΘ
…œ ωΗς÷÷ΚΗΫ”±δΈΜΜζ”κΜζΤς»ΥΉιΚœ≥…ΙΛΉς’ΨΒΡ”Π”Ο ΒάΐΖ÷±π Ψ”ΎΆΦ10 ~ΆΦ16ΓΘΆΦ10ΈΣΥΪΜζΤς»Υ”κΜΊΉΣΤΫΧ®ΉιΚœ≥…ΖΔΒγΜζΕ®Ή”≤ΩΦΰΚΗΫ”ΜζΤς»ΥΙΛΉς’ΨΓΘΆΦ11 Ψ≥ωΝμ“Μ÷÷ΥΪΙΛΈΜΜΊΉΣΤΫΧ®ΜζΤς»ΥΙΛΉς’ΨΘ§”Ο”ΎΫπ τΩρΦήΒΡΚΗΫ”ΓΘΆΦ12ΈΣΆΖΦή±δΈΜΜζ”κΜζΤς»ΥΉιΚœΒΡΙΛΉς’ΨΆβ–ΈΘ§”Ο”Ύ»»Υ°Ιχ¬·»Φ…’ “≤ΩΦΰΒΡΚΗΫ”ΓΘΆΦ13 Ψ≥ω“ΜΧ®ΙΡΖγΜζ“Ε¬÷ΚΗΫ”ΜζΤς»ΥΙΛΉς’ΨΘ§≤…”ΟΉυ Ϋ±δΈΜΜζ¬ζΉψΝΥ«ζœΏΚΗΖλΚΗΫ”ΒΡ“Σ«σΓΘΆΦ14 «ΆΖΈ≤Φή±δΈΜΜζ”κΜζΤς»ΥΉιΚœΚΗΫ”ΜζΦήΒΡ”Π”Ο ΒάΐΓΘΆΦ15 Ψ≥ωΜζ≥ΒΉΣœρΦή≤ΩΦΰΜζΤς»ΥΙΛΉς’ΨΘ§”…”ΎΙΛΦΰ≥Ώ¥γΫœ¥σΘ§ Ι”ΟL–Ά±δΈΜΜζ «ΉνΦ―ΒΡΫβΨωΖΫΑΗΓΘΆΦ16ΈΣΝΫΧ®L–Ά±δΈΜΜζΉιΚœΒΡΕύ÷α±δΈΜΜζ”κΜζΤς»Υ≈δΧΉΒΡΙΛΉς’Ψ»ΪΟ≤Θ§”Ο”Ύ”ΓΥΔΜζ–ΒΒΉΉυ≤ΩΦΰΒΡΚΗΫ”ΓΘ
3 ΜζΤς»ΥΚΗΫ”±δΈΜΜζΒΡ÷ς“ΣΦΦ θΧΊ–‘
ΚΗΫ”±δΈΜΜζΒΡ÷ς“Σ»ΈΈώ «ΫΪΗΚ‘ΊΘ®ΚΗΫ”ΙΛΦ–ΨΏ+ΚΗΦΰΘ©Α¥‘Λ±ύΒΡ≥Χ–ρΫχ––ΜΊΉΣΚΆΖ≠ΉΣΘ§ ΙΙΛΦΰΫ”ΖλΒΡΈΜ÷Ο Φ÷’¥Π”ΎΉνΦ―Ή¥Χ§Θ§Φ¥¥Π”ΎΤΫΚΗΓΔΤΫΫ«ΚΗΜρ¥§–ΈΚΗΈΜ÷ΟΓΘ“ρΈΣ‘Ύ’β÷÷ΚΗΫ”ΈΜ÷Οœ¬Θ§ΚΗΫ”ΜζΤς»ΥΩ…“‘‘Ύ±Θ÷ΛΚΗΖλ”≈÷ ΒΡ«ΑΧαœ¬Θ§¥οΒΫΉνΗΏΒΡΚΗΫ”ΥΌΕ»ΓΘΈΣΆξ≥…’β“Μ»ΈΈώΘ§ΚΗΫ”±δΈΜΜζ±Ί–κΨΏ±Η“‘œ¬÷ς“ΣΦΦ θΧΊ–‘ΘΚ
3.1 ΜΊΉΣΚΆΖ≠ΉΣ«ΐΕ·ΜζΙΙ”Π δ≥ωΉψΙΜ¥σΒΡΉΣΨΊΘ§¥χΕ·Υυ±ξΕ®ΒΡΗΚ‘ΊΘ®ΚΗΫ”ΙΛΦ–ΨΏ+ΚΗΦΰΘ©Θ§ΉωΤΫΈ»ΒΡ‘ΥΕ·ΓΘ
3.2 ”Π…η÷ΟΒΦΒγ–‘ΡήΝΦΚΟΒΡΚΗΫ”ΜΊ¬ΖΓΘ±Θ÷ΛΚΗΫ”Βγ‘¥ΒΡ δ≥ωΒΆΥπΚΡΒΊ¥ΪΥΆΘ§ ΙΚΗΫ”ΒγΝς≥÷–χΈ»Ε®Θ§≤ΔΡή¥οΒΫΉν¥σΕνΕ®÷ΒΓΘ
3.3 …η”–Ή‘Ε·ΩΊ÷ΤΫ”ΩΎΘ§Αϋά®ΤχΕ·ΚΗΫ”ΙΛΦ–ΨΏI/OΫ”ΩΎΘ§“Ή”Ύ”κΜζΤς»ΥΩΊ÷ΤœΒΆ≥Φ·≥…Θ§Ω…Α¥÷ΗΝν”κΜζΤς»ΥΝΣΕ·ΓΘ
3.4 ΨΏ”–ΨΪ»ΖΒΡΗ¥ΝψΈΜΙΠΡήΓΘ
3.5 …η”–Α≤»ΪΝΣΥχΉΑ÷ΟΘ§±Θ÷Λ≤ΌΉς»Υ‘±ΚΆ…η±ΗΒΡΨχΕ‘Α≤»ΪΓΘ
4 Ε‘ΜζΤς»ΥΚΗΫ”±δΈΜΜζΒΡΙΛ“’“Σ«σ
œ÷¥ζΚΗΫ”ΜζΤς»ΥΙΛΉς’ΨΈΣ¥οΒΫΗΏ–ßΓΔ”≈÷ ΒΡΡΩ±ξΘ§¥σΕΦ≤…”Οœ»ΫχΒΡΚΗΫ”ΙΛ“’ΖΫΖ®Θ§άΐ»γΥΩ¥°Ν–MIG/MAGΚΗΓΔ≤®–ΈΩΊ÷ΤMIG/MAGΚΗΓΔSTTΖ®ΓΔCMT Ζ®Β»ΓΘ’β–©œ»ΫχΒΡΚΗΫ”ΙΛ“’ΖΫΖ®ΕΦ―Γ≈δ»Ϊ ΐΉ÷ΩΊ÷ΤΒΡMIG/MAG…η±Η[6]Θ§Τδ÷Ί“ΣΧΊΒψΕΦ «Α¥ΚΗΫ”ΒγΜΓΒΡΖ¥άΓ–≈Κ≈ΩΊ÷ΤΚΗΫ”Βγ‘¥ΚΆΥΆΥΩΜζΒΡ δ≥ωΧΊ–‘ΓΘΕχΖ¥άΓ–≈Κ≈ΒΡ«Ω»θ÷±Ϋ””ΑœλΒΫΚΗΫ”Ιΐ≥ΧΒΡΈ»Ε®–‘ΚΆΚΗΖλΒΡ÷ ΝΩΓΘ“ρ¥ΥΕ‘±δΈΜΜζΒΡΒΦΒγΜζΙΙΧα≥ωΝΥΗϋΗΏΒΡ“Σ«σΘ§ΆΤΦω≤…”ΟΦ·ΝςΜΖ+ΒΦΒγΧΦΥΔΘ§Ά§ ±”ΠΉΔ“β―ΙΫτΟΩ“ΜΗωΒΦœΏΫ”ΆΖΓΘ

ΈΣΫχ“Μ≤ΫΧαΗΏΚΗΫ”–߬ Θ§ΡΩ«Α“―≥ωœ÷ΕύΚΗ«ΙΜζΤς»ΥœΒΆ≥ΓΘΦ¥‘ΎΆ§“ΜΧ®ΚΗΫ”±δΈΜΜζ…œ”…ΕύΧ®ΚΗΫ”ΜζΤς»ΥΆ§ ±Ϋχ––ΚΗΫ”Θ§»γΆΦ17Υυ ΨΓΘ‘Ύ’β÷÷«ιΩωœ¬Θ§ΟΩΧ®ΚΗΫ”ΜζΤς»ΥΚΗ«Ι”…ΒΞΕάΒΡΚΗΫ”Βγ‘¥Ι©ΒγΓΘ»γ≤Μ≤…»Γœύ”ΠΒΡ¥κ ©Θ§ΜΙΜα“ΐΤπΚΗΫ”ΒγΝςΜΊ¬ΖΒΡœύΜΞΗ…»≈Θ§≤Δ ΙΒΦΒγΜζΙΙΗ¥‘”Μ·ΓΘ“Μ÷÷ΚœάμΒΡΫβΨωΑλΖ® «ΈΣΟΩΧ®ΚΗΫ”Βγ‘¥…η÷ΟΕάΝΔΒΡΚΗΫ”ΒγΝςΜΊ¬ΖΘ§ΦϊΆΦ18ΓΘ
ΈΣΧαΗΏΚΗΫ”ΜζΤς»ΥΙΛΉς’ΨΒΡΩ…ΩΩ–‘ΚΆΚΗΫ”÷ ΝΩΒΡ“Μ÷¬–‘Θ§ΚΗΫ”±δΈΜΜζΉΦ»ΖΒΡΗ¥ΝψΈΜΙΠΡή « °Ζ÷÷Ί“ΣΒΡΓΘ»γΜζΤς»Υ ÷±έ≤Μ…ς≈ωΉ≤ΜρΨ≠–όάμΘ§’β“≤”–÷ζ”ΎΫΪ≥Χ–ρ–ό’ϊΙΛΉςΝΩΦθ÷ΝΉν…ΌΓΘΤυΫώΘ§±ξΉΦ–ΆΥ≈ΖΰΩΊ÷ΤΚΗΫ”±δΈΜΜζΗ¥ΝψΨΪΕ»ΩΊ÷Τ‘ΎΓά0.1mm~Γά0.2mm÷°ΦδΓΘΨΪΟή–ΆΥ≈ΖΰΩΊ÷ΤΚΗΫ”±δΈΜΜζΗ¥ΝψΈΜΨΪΕ»Ω…¥ο0.05mmΓΘΆξ»Ϊ¬ζΉψΝΥΜζΤς»ΥΙΛΉς’ΨΒΡΦΦ θ“Σ«σΓΘΖ«Υ≈ΖΰΩΊ÷ΤΚΗΫ”±δΈΜΜζ‘ρΆ®≥Θ≤…”ΟΕ®ΈΜœζΕΛΓΔΕ®ΈΜΉΑ÷ΟΒ»ά¥ Βœ÷Θ§ΒΪΈσ≤νΫœ¥σΘ§ΒΪ“ύ”ΠΩΊ÷Τ‘ΎΓά0.5mm÷°ΡΎΓΘ
5 ΜζΤς»ΥΚΗΫ”±δΈΜΜζΒΡΑ≤»Ϊ–‘…ηΦΤ
ΜζΤς»ΥΚΗΫ”±δΈΜΜζΒΡΑ≤»Ϊ–‘…ηΦΤ±»≥ΘΙφΚΗΫ”±δΈΜΜζœ‘ΒΟΗϋΈΣ÷Ί“ΣΓΘ“ρΈΣ«Α’ΏΒΡΩ’≥ΧΥΌΕ»±»Κσ’ΏΗΏΒΟΕύΘ§ΧΊ±π «Ε‘”Ύ¥σ–ΆΚΆ÷Ί–ΆΚΗΫ”±δΈΜΜζ±Ί–κ¥”ΫαΙΙ…ηΦΤΓΔΕ·ΝΠ≈δ÷ΟΓΔ«ΐΕ·ΜζΙΙΓΔΒγΤςΩΊ÷ΤΚΆΕ®ΈΜΉΑ÷ΟΒ»ΕύΖΫΟφ≤…»Γ±Ί“ΣΒΡΧΊ β¥κ ©Θ§»Ζ±Θ≤ΌΉς»Υ‘±ΚΆ…η±ΗΒΡΨχΕ‘Α≤»ΪΓΘ±δΈΜΜζΑ≤»Ϊ…η ©ΒΡΩΊ÷Τ±Ί–κΦ·≥…”ΎΜζΤς»ΥΙΛΉς’ΨΒΡΩΊ÷ΤœΒΆ≥ΓΘΩΊ÷ΤΚΆ≤ΌΉςΚ–…œΕΦ±Ί–κ…η÷Ο–―ΡΩ±ψΫίΒΡΦ±ΆΘΩΣΙΊΓΘ ”ΠΒ±≤…”Οœ»ΫχΒΡΒγ¥≈Η–”ΠΜρ‘ΕΚλΆβΒ»¥ΪΗ–ΦΦ θΘ§“ΜΒ©»ΥΧεΫ”ΫϋΜρΫχ»κΫϊ«χΘ§ΜζΤς»ΥΚΗΫ”œΒΆ≥ΝΔΦ¥ΖΔ≥ωΨ·±®, ≤ΔΉ‘Ε·Φ±ΆΘΘ§«–ΕœΜζΤς»ΥΙΛΉς’ΨΒΡ“Μ¥Έ δ»κΒγ‘¥ΓΘ
ΙΊ”ΎΜζΤς»ΥΙΛΉς’ΨΒΡΤδΥϊΑ≤»Ϊ“Σ«σ”ΠΖϊΚœGB11291-1997ΓΕΙΛ“ΒΜζΤς»Υ Α≤»ΪΙφΖΕΓΖΚΆGB/T20867-2007ΓΕΙΛ“ΒΜζΤς»ΥΑ≤»Ϊ Β ©ΙφΖΕΓΖΒΡΙφΕ®ΓΘΟάΙζΙζΦ“±ξΉΦANSI/RIA R15/06-1999ΓΕΜζΤς»ΥΚΆΜζΤς»ΥœΒΆ≥Α≤»Ϊ“Σ«σΓΖΗϋœξœΗΒΊΙφΕ®ΝΥ±ΘΜΛ≤ΌΉς»Υ‘±ΚΆΜζΤς»ΥΒΡΑ≤»ΪΒΦ‘ρΓΘ
”ΠΗΟ«ΩΒς÷Η≥ωΘ§Ε‘”Ύ¥σ–ΆΜζΤς»ΥΚΗΫ”±δΈΜΜζΘ§Φ±ΆΘ ±ΦδΚΆΦ±ΆΘΚσΙΏ–‘‘ΥΕ·ΈΜ“ΤΝΩ «÷Ί“ΣΒΡ÷ ΝΩ÷Η±ξΓΘΥυΈΫΦ±ΆΘ ±Φδ «÷ΗΑ¥œ¬Φ±ΆΘΩΣΙΊΒΡΥ≤ΦδΒΫ±δΈΜΜζΉΣ≈ΧΆξ»ΪΆΘ÷Ι‘ΥΕ·ΒΡ ±ΦδΦδΗτΓΘΉΣ≈ΧΙΏ–‘ΈΜ“ΤΝΩ‘ρ»ΓΨω”ΎΉΣ≈ΧΒΡΙΛΉςΑκΨΕΚΆΗΚ‘ΊΘ®ΙΛΦ–ΨΏ+ΚΗΦΰΘ©ΒΡ÷ ΝΩΦΑΤΪ–ΡΨύΓΘ’βΝΫœν÷ ΝΩ÷Η±ξ‘Ύ±δΈΜΜζ≥ω≥ßΦλ―ι ±Θ§”Π‘ΎΙφΕ®ΒΡΗΚ‘Ί÷ ΝΩΚΆ–ΐΉΣΥΌΕ»œ¬Φλ≤β≤ΔΦ«¬Φ’βΝΫœν÷ ΝΩ÷Η±ξΓΘ
6 ΗΚ‘ΊΒΡ÷ß≥–ΚΆ‘ΥΕ·
ΚΗΫ”±δΈΜΜζΆ®≥Θ“‘Τδ÷ß≥–ΒΡΡήΝΠΚΆΗΚ‘Ί‘ΥΕ·ΒΡΧΊ–‘Θ®ΉΣΨΊΚΆΉΣΥΌΘ©ά¥±ξΕ®ΓΘ’βάοΗΚ‘Ί”ΠΑϋά®ΚΗΫ”ΙΛΦ–ΨΏΚΆΚΗΦΰΒΡ÷ ΝΩΓΘ÷ß≥–ΡήΝΠΒΡ±μ ΨΖΫΖ® ”±δΈΜΜζΒΡάύ–ΆΕχΕ®ΓΘΕ‘”ΎΜΊΉΣΤΫΧ®Θ§“‘ΜΊΉΣ÷ß≥≈ΒΡ÷αœρ≥–‘Ί÷ΊΝΩ±μ ΨΓΘΕ‘”ΎΆΖΦή±δΈΜΜζΘ§ΆΖΈ≤Φή±δΈΜΜζΘ§Ήυ Ϋ±δΈΜΜζΚΆΤδΥϊΕύ÷α±δΈΜΜζΘ§‘ρ“‘«ΐΕ·ΜζΙΙΚΆΉ‘”…ΕΥ÷ß≥–ΜζΙΙΒΡ≥–‘ΊΡήΝΠά¥±μ ΨΓΘ
6.1 ≥–‘ΊΡήΝΠΒΡΦΤΥψ
Β±ΆΖΦήΒΞΕά Ι”Ο ±Θ§“‘–ϋ±έΒΡΖΫ Ϋ÷ß≥–‘ΊΚ…ΓΘ‘Ύ÷ß≥–ΜζΙΙ…œΫΪ≤ζ…ζΫœΗΏΒΡΝΠΨΊ‘ΊΚ…Θ§»γΆΦ19Υυ ΨΓΘΝΠΨΊM Β»”ΎΗΚ‘ΊW≥Υ“‘÷ß≥–÷––ΡΨύΘ®DΘ©ΓΘ ΒΦ Ω…Ρή¥οΒΫΒΡΝΠΨΊ≤Μ”Π≥§ΙΐΥυ≈δ÷α≥–ΒΡΦΪœό≥–‘ΊΡήΝΠΓΘ“ΜΑψΒΡ‘≠‘ρ «“‘50ΘΞΒΡ÷α≥–ΕνΕ®≥–‘ΊΡήΝΠΦΤΥψΆΖΦήΒΡ÷ß≥–ΜζΙΙΘ§“‘±Θ÷Λ‘ΎΙΐ‘ΊΉ¥Χ§œ¬ΨΏ”–ΉψΙΜΒΡΑ≤»Ϊ‘ΘΕ»ΓΘ
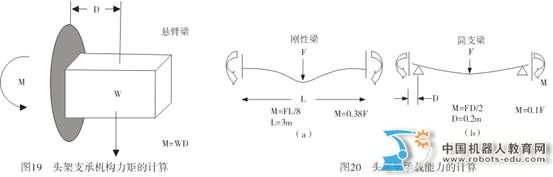
»γΫΪΆΖΦή”κΈ≤ΦήΉιΚœ Ι”ΟΘ§‘ρΤδ≥–‘ΊΡήΝΠ¥σ¥σ‘ωΦ”Θ§“ρΤδΗΚ‘ΊΒΡΖΫ Ϋ≤Μ‘Ό «–ϋ±έΝΚΘ§Εχ «ΫΪΚΗΫ”ΙΛΦ–ΨΏ“‘Η’–‘ΙΧΕ®ΒΡΖΫ ΫΑ≤ΉΑ‘ΎΆΖΦή”κΈ≤Φή÷°ΦδΘ§Τδ≥–‘ΊΡήΝΠΩ…Α¥Η’–‘ΝΚάμ¬έΫχ––ΦΤΥψΘ§»γΆΦ20Υυ ΨΓΘ¥”ΆΦΝ–ΒΡΦρ ΫΩ…÷ΣΘ§Ω…≥– ήΒΡΝΠΨΊ”κ÷ß≥–ΜζΙΙΒΡΦδΨύ≥…Ζ¥±»ΙΊœΒΘ§Φ¥ΆΖΦή”κΈ≤ΦήΒΡΦδΨύ”Π±Θ≥÷‘ΎΨΓΩ…Ρή–ΓΒΡΖΕΈßΡΎΓΘΗ’–‘ΙΧΕ®ΚΗΫ”ΙΛΦ–ΨΏΒΡΝμ“ΜΗω»±Βψ «“Σ«σΆΖΦήΚΆΈ≤ΦήΒΡΜΊΉΣ÷––Ρ±Ί–κΉΦ»ΖΕ‘÷–ΓΘ’βΨΆ¥σ¥σΧαΗΏΝΥ÷Τ‘λ≥…±ΨΘ§―”≥ΛΝΥΦ”ΙΛΓΔΉιΉΑ÷ήΤΎΓΘ
»γΗΡ”ΟΦρΒΞΒΡ»α–‘÷ß≥–ΝΚΙΧΕ®ΚΗΫ”ΙΛΦ–ΨΏ≤Δ≤…”Ο»α–‘–ΐΉΣœόΈΜΜζΙΙΘ§‘ρΩ…‘Ύ“ΜΕ®≥ΧΕ»…œΫΒΒΆΆΖΦή”κΈ≤ΦήΜΊΉΣ÷––ΡΒΡΕ‘÷–“Σ«σΓΘ”…¥ΥΩ…ΫΒΒΆΆΖΈ≤ΦήΜζΉυΚΆΚΗΫ”Φ–ΨΏΒΡΦ”ΙΛΨΪΕ»Θ§Ήν÷’ΫΒΒΆΝΥ±δΈΜΜζΒΡ÷Τ‘λ≥…±ΨΓΘΡΩ«ΑΘ§Mo- tomanΜζΤς»ΥΙΪΥΨ“―…ζ≤ζ≥ω’βάύ»α–‘ΆΖΈ≤ΦήΘ§»ί–μΆΖΈ≤ΦήΜΊΉΣ÷––ΡΒΡΉν¥σΤΪ≤νΈΣ20ΓΘ
6.2 ΗΚ‘ΊΒΡ‘ΥΕ·
ΚΗΫ”±δΈΜΜζ”ΠΗΟΨΏ”–ΉψΙΜΒΡ δ≥ωΉΣΨΊΘ§“‘ΜΊΉΣΜρΖ≠ΉΣΗΚ‘Ί≤ΔΫΪΤδ±Θ≥÷‘ΎΚΗΫ”“Σ«σΒΡΈΜ÷ΟΓΘΤδΕνΕ® δ≥ωΉΣΨΊΘ®TrΘ©Ω…Α¥ΒγΜζΒΡΉΣΨΊΘ®TmΘ©≥Υ“‘≥ί¬÷œδΒΡΉήΦθΥΌ±»«σΒΟΘ§»γΆΦ21Υυ ΨΓΘ
¥σΕύ ΐ±δΈΜΜζ÷Τ‘λ≥ß «“‘Ή‘≥÷ΉΣΨΊΘ§Μρ‘Ύάκ–ΐΉΣ÷αΙφΕ®ΨύάκrΒΡΧθΦΰœ¬, ΫΪΗΚ‘ΊW±Θ≥÷‘ΎΥ°ΤΫΖΫΈΜΥυ–ηΒΡΉΣΨΊά¥±μ’ς±δΈΜΜζΒΡΉΣΨΊΧΊ–‘ΓΘΒΪΡΩ«Α…–Έ¥–Έ≥…Ά≥“ΜΒΡ±ξΉΦΓΘάΐ»γΡ≥–©Τσ“Β»Γ50ΘΞΒΡΒγΜζΕνΕ®ΉΣΨΊ±ξΕ®±δΈΜΜζ÷ς÷αΒΡΕνΕ®ΉΣΨΊΘ§ΕχΝμ“Μ–©Τσ“Β‘ρ»Γ80ΘΞΒΡΒγΜζΕνΕ®ΉΣΨΊΓΘ
7 ΙΏΝΩΒΡΙάΥψ
‘ΎΦΤΥψ±δΈΜΜζΒΡΒγΜζΦθΥΌΤς δ≥ωΉΣΨΊ ±Θ§“≤”ΠΩΦ¬«ΗΚ‘Ί–ΐΉΣΒΡΦ”ΥΌΚΆΦθΥΌΘ§“ρ¥Υ”ΠΙάΥψΗΚ‘ΊΒΡΙΏΝΩΓΘ‘Ύ’β÷÷«ιΩωœ¬Θ§ΉΣΨΊΒ»”ΎΗΚ‘ΊΒΡ–ΐΉΣΙΏΝΩΨΊΘ®JΘ©≥Υ“‘Ϋ«Φ”ΥΌΕ»ΓΘ¥ΥΉΣΨΊ≤Μ”Π≥§Ιΐ±δΈΜΜζΒΡΕνΕ®Ήν¥σΉΣΨΊΓΘ
ΙΏΝΩ «ΗΚ‘ΊΒΡ“Μ÷÷ΧΊ–‘Θ§ «ΗΚ‘ΊΒΡ÷ ΝΩΈß»Τ–ΐΉΣ÷αΒΡΖ÷≤ΦΧΊ–‘ΓΘΙΏΝΩΩ…Α¥ΗΚ‘ΊΒΡ≤Ρ÷ ΚΆΦΗΚΈ–ΈΉ¥Ής≥ω¥÷¬‘ΒΡΙάΥψΘ®Ε‘”Ύ≥Θ”ΟΒΡΗς÷÷ΦΗΚΈ–ΈΉ¥Θ§ΤδΙΏΝΩΩ…¥”Μζ–Β…ηΦΤ ÷≤α÷–≤ιΒΫΘ©ΓΘ
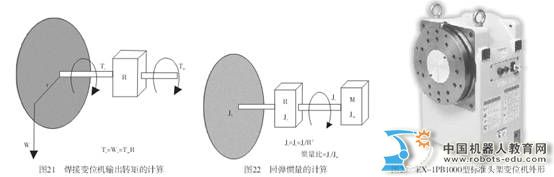
œΒΆ≥ΒΡΉήΙΏΝΩ «ΨωΕ®Υ≈Ζΰ«ΐΕ·ΆΖΦήΩΊ÷ΤΈ»Ε®–‘ΒΡ÷Ί“Σ“ρΥΊΓΘΆ®≥Θ“‘ΜΊΒ·ΙΏΝΩΘ®JrΘ©ΚΆΒγΜζΙΏΝΩΘ®JmΘ©ά¥±μ ΨΓΘΜΊΒ·ΙΏΝΩΩ…Α¥ΦθΥΌΤςΙΏΝΩΘ®JiΘ©+ΗΚ‘ΊΙΏΝΩ≥ΐ“‘ΙΏΝΩ±»R2ΦΤΥψΘ®ΦϊΆΦ22Θ©Θ§Φ¥ΘΚJr=Ji+J1/R2Θ§ Ϋ÷–RΘΫJr/JmΓΘ
¥σΕύ ΐ±δΈΜΜζΒΡΉν¥σΜΊΒ·ΙΏΝΩ±»Θ®Jr/JmΘ©ΩΊ÷Τ‘Ύ5~10Θ§Υϋ»ΓΨω”ΎΆΖΦή«ΐΕ·œΒΆ≥ΉήΒΡΜζ–ΒΗ’Ε»ΓΘ»τΜΊΒ·ΙΏΝΩ±»Ϋ”ΫϋΜρ≥§Ιΐ…œ ωΖΕΈßΘ§ΫΪΫΒΒΆΩΊ÷ΤΈ»Ε®–‘Θ§≥ωœ÷Ϋœ¥σΒΡ’ώΕ·ΓΔ ΙΒγΜζΙΐ»»ΓΘ
8 ΗΚ‘Ί÷ήΤΎΉΣΨΊΒΡΦΤΥψ
Ε‘”Ύ¥σ–ΆΚΗΫ”±δΈΜΜζΘ§”…”ΎΙΛΉς÷ήΤΎΫœ≥ΛΘ§“Σ«σΦΤΥψΗΚ‘Ί÷ήΤΎΉΣΨΊΒΡΨυΖΫΗυΘ®RMSΘ©Θ§Φ¥ΗχΕ®ΒΡΗΚ‘Ί÷ήΤΎΡΎΉήΉΣΨΊΘ®Φ–≥÷ΚΆ‘ΥΕ·Θ©ΒΡΤΫΨυ÷ΒΓΘ¥Υ÷Β»γ≥§Ιΐ±δΈΜΜζΒΡΕνΕ® δ≥ωΉΣΨΊΘ§Ω…Ρή“ΐΤπΥ≈ΖΰΒγΜζΙΐ»»Θ§ΫΒΒΆ±δΈΜΜζΒΡ Ι”Ο ΌΟϋΓΘ
»γΗΚ‘ΊΒΡ≤ΜΤΫΚβΙΐ¥σΘ§RMS÷ΒΙΐΗΏΘ§‘ρ”Π Β±Φ”≈δ÷Ί≤Ι≥ΞΘ§ΒΪ±Ί–κΉΔ“βΘ§≤Μ”Π”…¥ΥΒΦ÷¬ΗΚ‘ΊΒΡΙΏΝΩ≥§Ιΐ»ί–μΖΕΈßΓΘ
9 ±ξΉΦ–ΆΜζΤς»ΥΚΗΫ”±δΈΜΜζΒΡΦΦ θΧΊ–‘
Β±«ΑΘ§ΙζΡΎΆβΜζΤς»ΥΚΗΫ”±δΈΜΜζΒΡ…ηΦΤΚΆ÷Τ‘λΦΦ θΨ≠20ΡξΒΡΖΔ’Ι“―¥οΒΫœύΒ±ΗΏΒΡΥ°ΤΫΓΘ≤Μ…Ό÷χΟϊΒΡΚΗΫ”±δΈΜΜζ…ζ≤ζ≥ß…Χ“―ΫΪΜζΤς»ΥΚΗΫ”±δΈΜΜζΕ®–Ά≈ζΝΩ…ζ≤ζΘ§≤ΔΆΤ≥ωΝΥ±ξΉΦ–ΆœΒΝ–Μ·≤ζΤΖΘ§ΈΣΗςΙΛ“Β≤ΩΟ≈¥σΝΠΆΤΙψ”Π”ΟΜζΤς»ΥΙΛΉς’Ψ¥¥‘λΝΥ”–άϊΒΡΧθΦΰΓΘ±ξΉΦ–ΆΜζΤς»ΥΚΗΫ”±δΈΜΜζ≤ΜΫωΨΏ”–ΖϊΚœΜζΤς»ΥΙΛΉς’Ψ“Σ«σΒΡΦΦ θΧΊ–‘Θ§Εχ«“÷Τ‘λ≥…±Ψ±»Ή®”ΟΜζΤς»ΥΚΗΫ”±δΈΜΜζΒΆΘ§Ι©ΜθΦΑ ±ΓΘ¥σ¥σΦρΜ·ΝΥΜζΤς»ΥœΒΆ≥ΒΡΦ·≥…ΦΦ θΘ§ΥθΕΧΝΥΙΙΫ®ΜζΤς»ΥΙΛΉς’ΨΒΡ÷ήΤΎΘ§“ρ¥Υ ήΒΫ“ΒΡΎ»Υ ΩΒΡΤ’±ι÷Ί ”ΓΘ±ΨΫΎΗ≈ά®Ϋι…ήΦΗ÷÷≥Θ”ΟΒΡ±ξΉΦ–ΆΜζΤς»ΥΚΗΫ”±δΈΜΜζΒΡ÷ς“ΣΦΦ θΧΊ–‘ΓΘ
9.1 ±ξΉΦ–ΆΆΖΦή±δΈΜΜζ
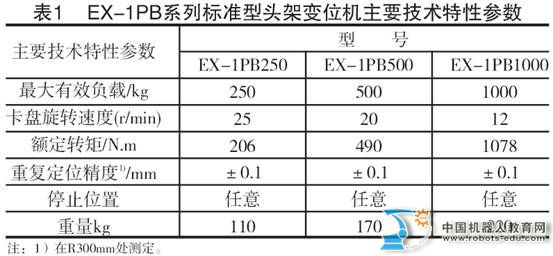
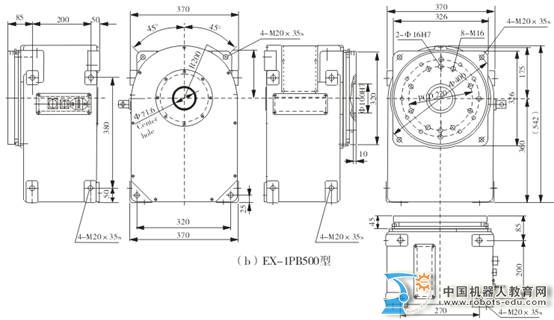
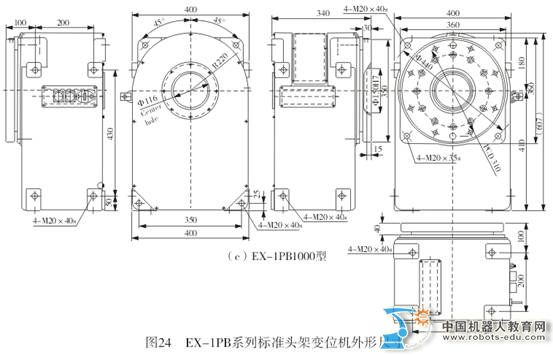
ΆΦ23 Ψ≥ω»’±ΨOTCΙΪΥΨ…ζ≤ζΒΡEX -1PB1000–ΆΆΖΦή±δΈΜΜζΆβ–ΈΓΘ τ”ΎΆ§“ΜœΒΝ–ΒΡΆΖΦή±δΈΜΜζ”–EX-1PB250–ΆΚΆEX-1PB500–ΆΓΘΤδ«ΐΕ·œΒΆ≥≤…”ΟΫΜΝςΥ≈ΖΰΒγΜζΚΆΈό”ΈœΕΦθΥΌΤςΘ§Ω…“‘¥οΒΫœύΒ±ΗΏΒΡΨΪΕ»ΓΘ”κΜζΤς»ΥΦ·≥…ΚσΘ§Ω…”… ΨΫΧΚ–ΩΊ÷ΤΓΘΆΖΦήΜζΧε…η”–5ΗωΫ”ΚœΟφΘ§Ω…±ψΫίΒΊΙΙΫ®Ης÷÷œΒΆ≥ΓΘΒΦΒγΜζΙΙΉν¥σΕνΕ®ΒγΝςΈΣ500AΓΘ±μ1Ν–≥ωΗΟœΒΝ–ΆΖΦή±δΈΜΜζΒΡ÷ς“Σ≤Έ ΐΓΘΤδΆβ–Έ≥Ώ¥γΖ÷±π Ψ”ΎΆΦ24Θ®aΘ©ΓΔΘ®bΘ©ΓΔΘ®cΘ©ΓΘ

9.2 ±ξΉΦ–ΆΥΪ÷ßΉυ2÷α±δΈΜΜζ
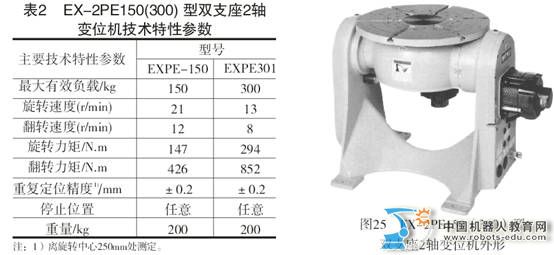
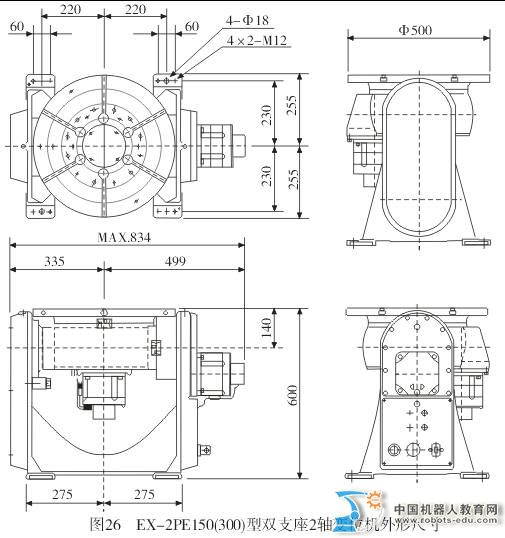
ΆΦ25 Ψ≥ω»’±ΨOTCΙΪΥΨ…ζ≤ζΒΡEX -2PE150Θ®300Θ©–ΆΥΪ÷ßΉυ2÷α±δΈΜΜζΒΡΆβ–ΈΓΘΩ®≈ΧΩ…Ής–ΐΉΣΚΆΖ≠ΉΣ‘ΥΕ·Θ§«ΐΕ·œΒΆ≥≤…”ΟΫΜΝςΥ≈ΖΰΒγΜζΚΆΈό”ΈœΕΦθΥΌΤςΘ§Ω…“‘¥οΒΫΚήΗΏΒΡΈΜ“ΤΨΪΕ»ΓΘ”κΜζΤς»ΥΦ·≥…Κσ”… ΨΫΧΚ–ΩΊ÷ΤΓΘΩ®≈ΧΩ…’ΐΖ¥ΉΣΘ§±ψ”ΎΉΑ–ΕΙΛΦΰΓΘΫαΙΙΫτ¥’Θ§’ΦΒΊΟφΜΐ–ΓΓΘ ”Ύ–Γ–ΆΙΛΦΰΓΘΤδ÷ς“Σ≤Έ ΐΝ–”Ύ±μ2Θ§Άβ–Έ≥Ώ¥γΦϊΆΦ26ΓΘ
.3 ±ξΉΦ–ΆΉυ Ϋ±δΈΜΜζ
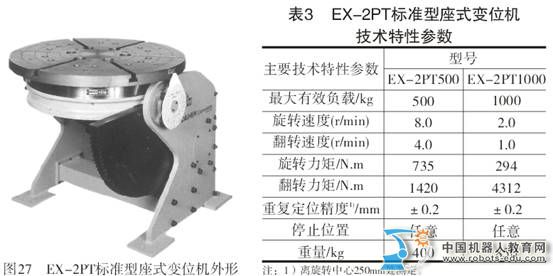
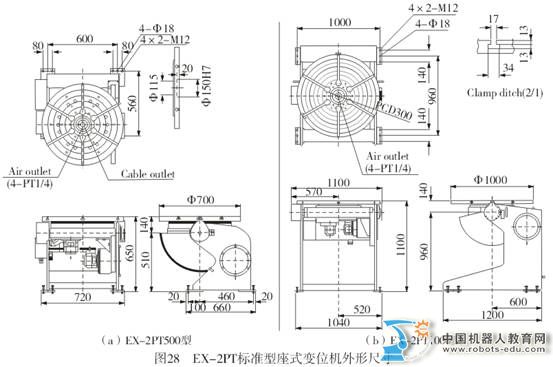
ΆΦ27 Ψ≥ω»’±ΨOTCΙΪΥΨ…ζ≤ζΒΡ±ξΉΦ–Ά2÷αΉυ Ϋ±δΈΜΜζΆβ–ΈΘ§Ι≤”–ΝΫΗω–ΆΚ≈ΘΚEX-2PT500ΚΆEX-2PT1000ΓΘΤδΙΛΉςΤΫΧ®‘Ύ–ΐΉΣ ±Ω…Ά§ ±Ζ≠ΉΣΘ§≤Δ”…ΫΜΝςΥ≈ΖΰΒγΜζΚΆΈό”ΈœΕΦθΥΌΤς«ΐΕ·Θ§Ω…¥οΒΫΫœΗΏΒΡΨΪΕ»ΓΘ±δΈΜΜζ”κΜζΤς»ΥΦ·≥…ΚσΘ§Υυ”–Ε·Ής”… ΨΫΧΚ–ΩΊ÷ΤΓΘ≤ΔΑ¥÷ΗΝν”κΜζΤς»Υ–≠Βς≤ΌΉςΓΘ’βΝΫ÷÷±ξΉΦ–ΆΉυ Ϋ±δΈΜΜζΒΡ÷ς“ΣΦΦ θΧΊ–‘Ν–”Ύ±μ3ΓΘΤδΆβ–Έ≥Ώ¥γΖ÷±π Ψ”ΎΆΦ28Θ®aΘ©ΓΔΘ®bΘ©ΓΘ
9.4 ±ξΉΦ–Ά3÷αΉιΚœ Ϋ±δΈΜΜζ
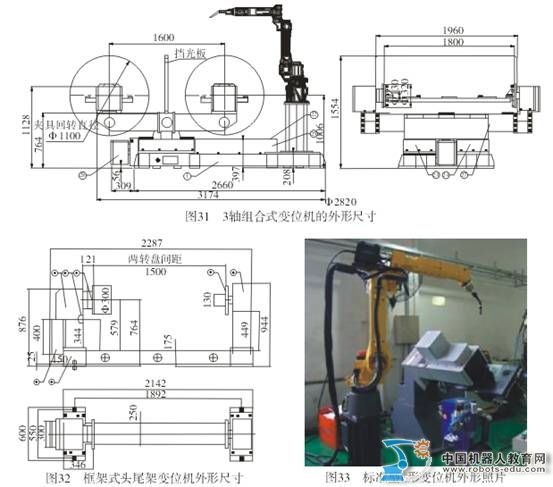
ΆΦ29 Ψ≥ω÷ιΚΘΙΧΒΟΚΗΫ”Ή‘Ε·Μ·…η±Η”–œόΙΪΥΨ“―ΆΕ»κΕ®–Ά≈ζΝΩ…ζ≤ζΒΡ±ξΉΦ–Ά3÷αΉιΚœ Ϋ±δΈΜΜζΆβ–Έ’’Τ§ΓΘΤδ”…ΝΫΧ®ΩρΦή ΫΆΖΈ≤Φή±δΈΜΜζΚΆ“ΜΧ®ΜΊΉΣΤΫΧ®ΉιΚœΕχ≥…Θ§ΤδΉήΧεΫαΙΙ Ψ“βΆΦΦϊΆΦ30ΓΘΆΖΈ≤Φή±δΈΜΜζ”…Υ≈ΖΰΒγΜζ«ΐΕ·ΓΘΜΊΉΣΫ«Ε»ΈΣ0ΓψΚΆ180ΓψΓΘ÷ς“ΣΦΦ θΧΊ–‘≤Έ ΐΝ–”Ύ±μ4ΓΘ3÷αΉιΚœ Ϋ±δΈΜΜζΚΆΩρΦή ΫΆΖΈ≤Φή±δΈΜΜζΒΡΆβ–Έ≥Ώ¥γΖ÷±π Ψ”ΎΆΦ31ΚΆΆΦ32ΓΘ

9.5 ±ξΉΦ–ΆL–Έ±δΈΜΜζ
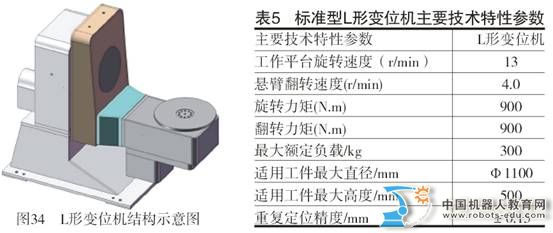
ΆΦ33 Ψ≥ω÷ιΚΘΙΧΒΟΚΗΫ”Ή‘Ε·Μ·…η±Η”–œόΙΪΥΨΕ®–Ά…ζ≤ζΒΡ±ξΉΦ–ΆL–ΈΥΪ÷α±δΈΜΜζΆβ–Έ’’Τ§ΓΘΫαΙΙ Ψ“βΆΦΦϊΆΦ34ΓΘΤδ–ϋ±έΜΊΉΣΚΆΙΛΉςΤΫΧ®–ΐΉΣΨυ”…Υ≈ΖΰΒγΜζ«ΐΕ·Θ§”κΜζΤς»ΥΦ·≥…Κσ”… ΨΫΧΚ–ΩΊ÷ΤΥυ”–Ε·ΉςΓΘ–ϋ±έΩ…Α¥÷ΗΝν±Θ≥÷‘Ύ»Έ“ΜΈΜ÷Ο…œΘ§ ”ΟΒΡΉν¥σΙΛΦΰ÷±ΨΕΈΣ1100mmΓΘΉν¥σΙΛΦΰΗΏΕ»500mmΓΘ÷Ί“ΣΦΦ θΧΊ–‘≤Έ ΐΝ–”Ύ±μ5ΓΘ
10 Ϋα χ”ο
œ÷¥ζΜζΤς»ΥΚΗΫ”±δΈΜΜζ «ΜζΤς»ΥΙΛΉς’Ψ Βœ÷ΗΏ–ßΓΔ”≈÷ ΚΗΫ”…ζ≤ζ≤ΜΩ…»±…ΌΒΡΉι≥…≤ΩΖ÷Θ§Τδ÷Ί“Σ–‘“―ΒΟΒΫΙψΖΚΒΡ»œΆ§ΓΘΚΗΫ”±δΈΜΜζΑ¥ΚΗΫ”ΙΛΦΰ≤ΜΆ§ΒΡ–ΈΉ¥ΚΆΚΗΖλΒΡ≤Φ÷ΟΘ§Ω…”–Ης÷÷ΫαΙΙ–Έ ΫΘ§ΒΪΤδΦΦ θΧΊ–‘ΕΦ±Ί–κ¬ζΉψΜζΤς»ΥΙΛΉς’ΨΒΡΦΦ θ“Σ«σΘ§÷ς“ΣΑϋά®”ΠΨΏ”–ΉψΙΜΒΡΉΣΨΊΘ§ΒΆΥπΚΡΈόΗ…»≈ΒΡΚΗΫ”ΒγΝςΜΊ¬ΖΘ§ΨΪ»ΖΒΡΗ¥ΝψΈΜΙΠΡήΘ§”κΜζΤς»ΥΩλΥΌΦ·≥…ΒΡΩΊ÷ΤΙΠΡήΚΆΩ…ΩΩΒΡΑ≤»Ϊ–‘ΓΘ±ΨΈΡΧΫΧ÷ΝΥΈΣ¥οΒΫ…œ ω“Σ«σΥυ”ΠΉώ―≠ΒΡ…ηΦΤΉΦ‘ρΓΘ
œ÷¥ζΜζΤς»ΥΚΗΫ”±δΈΜΜζ’ΐ‘Ύœρ±ξΉΦΜ·ΓΔœΒΝ–Μ·ΖΫœρΖΔ’ΙΓΘ“‘ΫΒΒΆΜζΤς»ΥΙΛΉς’ΨΒΡ÷Τ‘λ≥…±ΨΘ§ Βœ÷ΚΗΫ”…ζ≤ζΙΐ≥ΧΒΡΒΆ≥…±ΨΉ‘Ε·Μ·ΓΘ
