
随着航空航天、模具和汽车等工业的发展,产品零件的结构和形状越来越复杂,精度要求越来越高,对五轴加工机床的需求日益增长。五轴加工机床是指具有3个数控直线移动轴和2个数控回转轴的机床。五轴加工机床的配置多种多样,配置各异。从运动设计的角度,假定传动链从工件开始到刀具,直线运动以L表示,回转运动以R表示,具有3个移动轴和2个回转轴的五轴加工中心的运动组合共有7种:RRLLL、LRRLL、LLRRL、LLLRR、RLRLL、RLLRL和RLLLR。其中最常见的运动组合有3种:LLLRR、RRLLL和RLLLR。这3种运动组合及其典型结构配置如图1所示。
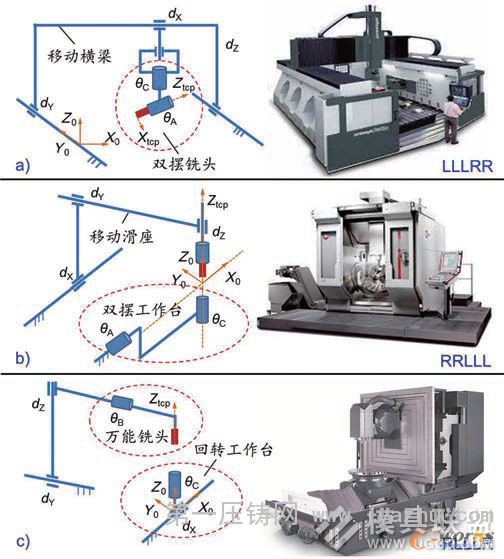
图2 不同双摆工作台布局的五轴加工机床
从图中可见,摇篮式双摆工作台采用纵向布局,回转工作台直径为f1000mm,由力矩电动机直接驱动,结构紧凑,最高转速为500r/min。摇篮采用伺服电动机和无背隙齿轮传动,摆动范围为+100°/-130°,可以进行五轴联动的立/卧式车削加工或五轴联动铣削加工和5面铣削加工。车削时工作台最大载荷为1000kg,铣削时工作台最大载荷为2000kg,可以从机床上方装卸较重的大型工件。
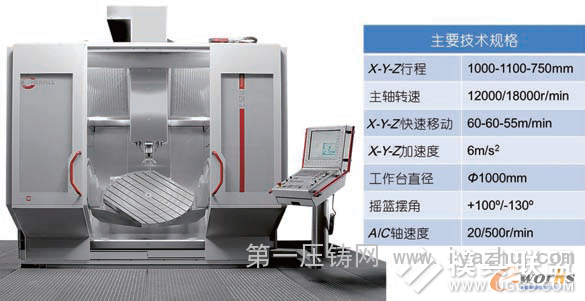
图4 哈默C52加工中心的总体结构配置
1.线性导轨 2.刀库 3.滚珠丝杠 4.伺服驱动 5.双摆工作台
从图中可见,主轴下层滑座由安装在床身左右两侧壁上的伺服电动机和滚珠丝杠沿3根线性导轨移动,以实现重心驱动,避免移动过程的偏斜,提高了机床的工作精度。
哈默C52加工中心在车铣复合加工时采用海德汉640数控系统,包括提高动态效率的主动颤振控制、自适应进给控制和提高动态加工精度的主动振动阻尼、载荷自适应控制等智能模块。
CELOS力求通过这些APP应用,实现无图样化的加工,使用户实现对订单、工艺流程数据、机床数据的一体化数字管理、记录存档和可视化处理。例如,任务管理和任务助手APP,能够实现对加工任务的管理,帮助机床操作人员通过网络进行计划、准备、优化和系统化处理加工任务。
首先,所有与生产相关信息,如数控程序、工件、刀具和夹具等,都集中在一个加工任务中,并立即显示在“任务管理器”中。加工任务单所需的所有文档、数据和信息都用结构化方式管理。例如,这些数据可在以后的加工中或重复订单中被快速访问。
通过“任务助手”,经过数字化准备的加工任务单可在以后被系统地执行。在此过程中,首先对加工所需的所有数控程序和设备(刀具、夹具等)进行检查。然后,通过对话框指导操作人员进行装夹和准备加工任务。给出适当提示和要求必要的确认,确保机床操作人员的操作无差错。只有完成这些步骤后才能开始加工。因此,即使是复杂加工任务或复杂工件,也能确保加工的高可靠性。
工艺计算器APP实现对工艺切削参数的计算,通过选定刀具、工件材料和背吃刀量等信息,计算出数控编程所需的进给速度、主轴转速、切除率和切削功率等信息。节能降耗APP用于对机床启动、待机、加工以及润滑和冷却进行优化配置,实现机床的用能管理。
状态监控APP对机床状态信息进行可视化的显示,其界面如图5所示。

图6 在WiFi环境下的人-机和机-机通信
从图中可见,不仅人机的交互方式从控制面板延伸到移动终端,设备和工具之间也可以进行物与物的通信。机床的加工精度和效率在很大程度上取决于刀具的状态,如果在刀具或刀柄上嵌入芯片,就成为智能刀具。芯片不仅可以记录在刀具预调仪上进行调整时的数据,还可以记录刀具在机床的进行了多长的切削时间,还有多少剩余寿命,可以加工几个零件等都可以让操作者和有关部门了如指掌,减少停机和更换刀具的时间。智能刀具及其管理的概念如图10所示。
在不同的加工情况下,往往需要设备具有不同的性能,可以根据设备工况的统计分析,可从设备供应商或第三方APP应用软件商店购买和下载不同的软件,以提高设备精度、加工速度或节能等,如图7所示。

图8 过程和计算分离的云数控系统
从图中可见,需要计算能力的数控核心、可编程控制、图形人机界面和通信等模块构成设备群的云端控制系统,通过中间件控制虚拟机床1、虚拟机床2、虚拟机床n,同时通过以太网接口下传至车间的路由器,连接不同机床的控制器,控制相应机床的运动,从而将虚拟机床与实体机床构成一对一的仿真和监控系统。
